
铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。由于铣床的工作范围非常广泛,故铣刀亦分为不同的种类。
要了解铣刀,首先应知道铣刀的结构。铣刀的结构分为四种,分别是:整体式:刀体和刀齿制成一体;整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上;镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀体上刃磨的铣刀称为体内刃磨式,刀头在夹具上单独刃磨的称为体外刃磨式;可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
铣刀大体上分为:
1.平头铣刀,进行粗铣,去除大量毛坯,小面积水平平面或者轮廓精铣。
2.球头铣刀,进行曲面半精铣和精铣;小刀可以精铣陡峭面/直壁的小倒角。
3.平头铣刀带倒角,可做粗铣去除大量毛坯,还可精铣细平整面(相对于陡峭面)小倒角。
4.成型铣刀,包括倒角刀,T形铣刀或叫鼓型刀,齿型刀,内R刀。
5.倒角刀,倒角刀外形与倒角形状相同,分为铣圆倒角和斜倒角的铣刀。
6.T型刀,可铣T型槽;
7.齿型刀,铣出各种齿型,比如齿轮。
8.粗皮刀,针对铝铜合金切削设计之粗铣刀,可快速加工。
另外, 铣刀按用途区分有多种常用的型式:
1) 圆柱形铣刀:用于卧式铣床上加工平面。刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。按齿数分粗齿和细齿两种。螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
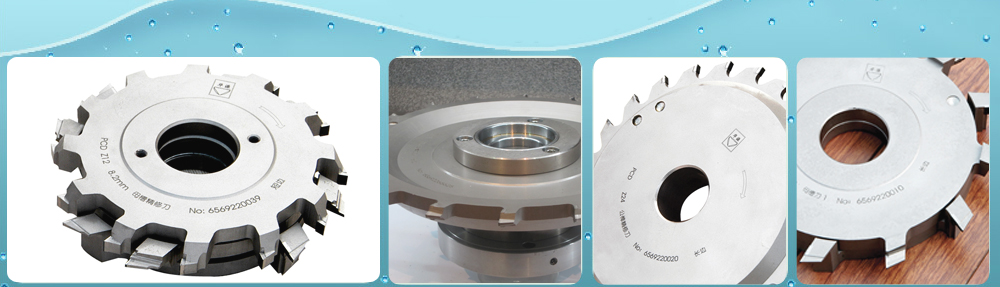
2) 面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面,端面和圆周上均有刀齿,也有粗齿和细齿之分。其结构有整体式、镶齿式和可转位式 3种。
3) 立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。当立铣刀上有通过中心的端齿时,可轴向进给。
4) 三面刃铣刀:用于加工各种沟槽和台阶面,其两侧面和圆周上均有刀齿。
5) 角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
6) 锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。为了减少铣切时的摩擦,刀齿两侧有15′~1°的副偏角。此外,还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
按齿背的加工方式分为两类:
1) 尖齿铣刀 :在后面上磨出一条窄的刃带以形成后角,由于切削角度合理,其寿命较高。尖齿铣刀的齿背有直线、曲线和折线3种形式。直线齿背常用于细齿的精加工铣刀。曲线和折线齿背的刀齿强度较好,能承受较重的切削负荷,常用于粗齿铣刀。尖齿铣刀具有磨后刀面,简单方便、加工表面质量较好、耐用度高、切削效率较高等特点。主要用于加工平面和沟槽。
2) 铲齿铣刀 :其后面用铲削(或铲磨)方法加工成阿基米德螺旋线的齿背,铣刀用钝后只须重磨前面,能保持原有齿形不变,用于制造齿轮铣刀等各种成形铣刀。一般用于加工成形表面。
按刀齿数目分类还可分为粗齿铣刀和细齿铣刀:
1)粗齿铣刀:(齿数较少,刀齿强度较高,容屑空间较大,适于粗加工)。
2)细齿铣刀:(齿数较多,适于半精加工和精加工)。
按铣刀结构和安装方法可分为带柄铣刀和带孔铣刀:
(1)带柄铣刀 带柄铣刀有直柄和锥柄之分。一般直径小20mm的较小铣刀做成直柄。直径较大的铣刀多做成锥柄。这种铣刀多用于立铣加工。
带柄铣刀又可分为如下类型:
1) 端铣刀 由于其刀齿分布在铣刀的端面和圆柱面上,固多用于立式升降台铣床上加工平面,也可用于卧式升降台铣床上加工平面。
2)立铣刀 它是一种带柄铣刀,有直柄和锥柄两种,适于铣削端面、斜面、沟槽和台阶面等。
3)键槽铣刀和T形槽铣刀 它们是专门加工键槽和T形槽的。
4)燕尾槽铣刀 专门用于铣燕尾槽。
(2) 带孔铣刀 带孔铣刀适用于卧式铣床加工,能加工各种表面,应用范围较广。
带孔铣刀可分为:
1)圆柱铣刀 由于它仅在圆柱表面上有切削刃,固用于卧式升降台铣床上加工平面。
2)三面刃铣刀和锯片铣刀 三面刃铣刀一般用于卧式升降台铣床上加工直角槽,也可以加工台阶面和较窄的侧面等。锯片铣刀主要用于切断工件或铣削窄槽。
3)模数铣刀 用来加工齿轮等。
总之,铣刀在我国乃至全世界的制造业中有着举足轻重的地位。而且,随着制造业的高速发展,铣刀亦将在它的领域中发挥更大的作用。